用相位進行空壓機故障的分析
對空壓機故障的分析而言,本節討論用相位分析方法分 析空壓機故障同時也介紹用相位譜分析空壓機振動信號有關的一個有用的處理技術一一時間 平均值。
實際上,空壓機故障所產生的報動信號相位關系既穩定又不穩定。這與相位傳感器的 安裝位置有關。
表8一2列出了上述關系的一般特征而圖9.2 是一個與相位有關的振神 頓譜實例,該振動頻譜圖示了旋轉機槭不平衡相位、空壓機旋轉逋率諧波以及與電力線有 關成分組成的情況。
當然在一臺機器中不同部位的振動關系也與相位有關。并能在空壓機發生故障時加以區別。關于圖9.3示出了相位測量時所需要的儀器,所測出的相位圖 可以判斷軸的旋轉狀況并空壓機振動中的相可以用這種測量方法來分析運行空壓機相位的變化情況。
由空壓機學可知, 位隨恒定旋轉速度而同步進行,非同步振動的空壓機設備其相位關系將發生變化。對相 位的測量可以按規定的順序進行。
只要選用了不同的相位測試點,測 量空壓機阻抗對最小相位的影響時,機器的運轉速率要保持恒定,而在柔性轉子中進行相 位測量時,就需要考慮軸的動態特性。
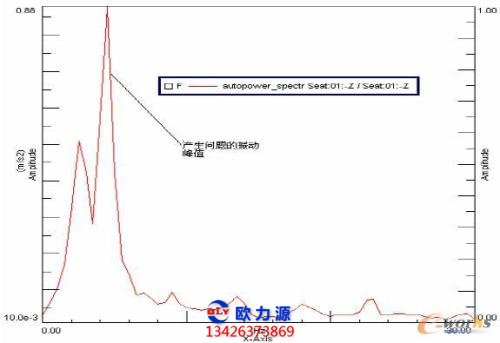
圖9.2相位譜的獲得是使用了一個接近傳感器。這個傳感器主要用于檢測銷槽和 螺釘的工作狀態,并通過一臺單通道的動態信號吩析儀描檢出需要的畫面。由于振動俏 號在實際測量中不穩定,所以需要一個觸發信號源。
振動信號的最大成分實際上是由 1xrpm不平衡和噪聲等因素引起。
但由于這些成分的增加干擾了正常的振平信號,所以 就需要對觸發時間進行選擇,如果所安裝的相位傳感器不理想,就需要用一個帶通濾波 器或低通濾波器在空壓機振平信號有可能進入動態信號分析儀的瞬間來抑制噪聲信號和較 高頻域的信號成分。
當然在運行中的機器兩端測量相關相位時,就必須在機器兩端的同一位置上安裝相 應的傳感器,這是十分重要的安裝方法。
當測量軸振動時,所安裝的上述傳感器表 面與所測機器軸部位的表面之間應例如, 有1800的相位差。
由于安裝上的誤差所致,工程中只是希望其振動信號的相位差是150", 這在實際工程安裝中做不到,但在實際的工程測試中往往排出這種誤差,按同相情況予 以考慮。
用時間平均值的方法消除非同步信號構成的振動 頻譜是十分有效的方法。
同時,時間平均值對于抑制基礎噪聲振平,特別是辨認相鄰機 器傳輸的振平而言更有效。然而,由于時間平均值不能區分出非同步運行的全部振動成分 的電平信號,包括軸承、齒輪的運行頻率特性等,所以必須慎重使用。
在圖9.4圖表中,一個時間平均值(見圖中虛線) 能在非平均譜中疊加,但同步信號成分不能在輸出信號 電平上改變。而非同步的基礎噪聲信號成分卻能明顯的加以區分。
